Wer gerne mit PLA druckt, weiß, wie vielseitig das Material verwendet werden kann und wie einfach es zu drucken ist. Es gibt aber manchmal auch diese kleinen „nervigen“ Unannehmlichkeiten, die den Druck irgendwie nicht so rund laufen lassen.
Wir haben 4 häufige Fehler beim PLA-3D-Druck und Lösungsansätze hier zusammengefasst, sodass ihr diese 3D Druckprobleme mit optimierten 3D-Druck-Einstellungen bestmöglich umgehen könnt.
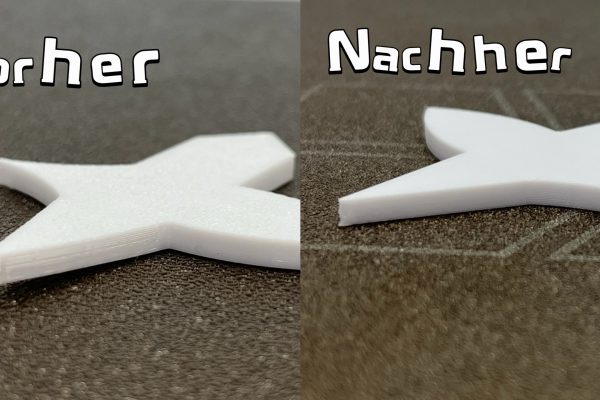
1. Elefantenfuß
Verwendet man das PLA 3D Filament, um Objekte zu drucken, kann es zu einem sogenannten Elefantenfuß kommen. Die erste Schicht des Drucks verformt sich dabei so stark, dass die Schicht kollabiert und „ausbeult“. Diese Ausbeulung ähnelt dann der Form eines Elefantenfußes. Daher stammen auch der Vergleich und die Namensgebung.

Grund für die Verformung der ersten Schicht ist eine zu hohe Druckbetttemperatur. Diese muss sehr gering sein, denn die Wärmebeständigkeit des Filaments PLA liegt bei 60 °C. Wenn also die Druckbetttemperatur sehr hoch ist, kommt es zu einem Kantenkollaps, der den sogenannten Elefantenfuß verursacht.
Was sollte man also tun?
Begrenze die Heizbetttemperatur, und zwar auf eine Temperatur, die das PLA 3D Druck Filament nicht beeinflusst. Empfohlen wird eine Temperatur zwischen 50°C und 55°C, denn dadurch ist eine gute Haftung garantiert, das Risiko für einen Elefantenfuß beim PLA-Filament jedoch minimiert. Die PLA-Betttemperatur kann also dein 3D Druck Objekt retten!
Auch sollte man den Z-Offset leicht erhöhen, da dies eine Verformung der ersten Schicht minimiert. Ist die Düse zu nah am Druckbett, so kann es passieren, dass das Filament zusammengedrückt wird und „aufquillt“, was auch zu Verformungen und einem Elefantenfuß führen kann. Ein optimaler Abstand ermöglicht eine stabile erste Schicht auf dem Druckbett.
Ein allgemeiner Tipp ist auch, das erste Layer mit einer geringeren Geschwindigkeit zu drucken, denn eine niedrige Geschwindigkeit bedeutet eine höhere Präzision des Drucks!
Speziell bei Slicern wird oft automatisch ein erhöhter Druck bei der ersten Schicht eingestellt, sodass eine bessere Haftung auf dem Druckbett erreicht wird. Dies birgt aber das Risiko für einen Elefantenfuß. Es gibt hier spezielle Einstellungen (Elephant Foot Compensation), bei denen die erste Schicht leicht nach innen gezogen wird, um eine Auswölbung und Verformung des PLA-Filaments vorzubeugen.
Durch das 3D Drucker Einstellen, speziell die Temperaturanpassung der Druckplatte, können 3D Druck Fehler wie der Elefantenfuß mit dem PLA-Filament minimiert und verhindert werden.
Kurz und knapp:
Verformte, ausgebeulte erste Schicht – sieht aus wie ein Elefantenfuß.
- Ursache:
Zu hohe Druckbetttemperatur (über 60 °C) oder zu geringer Düsenabstand (Z-Offset). - Lösungsansätze
• Heizbett auf 50–55 °C begrenzen
• Z-Offset leicht erhöhen, um Quetschen zu vermeiden
• Erste Schicht langsamer drucken für mehr Präzision
• Slicer-Einstellungen prüfen: „Elephant Foot Compensation“ aktivieren
Wir haben bereits detailliertere PLA-Druckeinstellungen vorgestellt – zur Ihrer Orientierung.
2. Feuchtes PLA-Filament
Verwendet man ein feuchtes PLA 3D Filament als 3d drucken material, gibt es einige Herausforderungen, die die Druckqualität und das Endergebnis stark beeinträchtigen können.
Folgende Probleme können auftreten:
(1) Blasen und Knacken beim Drucken
Am Hotend verdampft das Wasser im PLA 3D Filament und es entstehen Miniexplosionen, die als Knacken zu hören sind.
(2) Unregelmäßiger 3D Druck Extrusionsfluss
Durch die Feuchtigkeit im 3D Drucker Filament kann es zu Fäden und Tropfen kommen, da das PLA-Filament nicht regelmäßig ausgeführt werden kann.

(3) Schlechte Layerhaftung
Feuchtigkeit im PLA 3D Filament kann dazu führen, dass die Schichten nicht gut aneinanderhaften.
(4) Beeinträchtigte Oberflächenqualität
Es kann zu rauen und matten Oberflächen kommen, wenn sich Feuchtigkeit im 3D Drucker Filament befindet. Dies beeinträchtigt die 3D Druck Ergebnisse.
(5) Stabilität ist beeinträchtigt
Durch Feuchtigkeit und damit entstehende Blasen und Unreinheiten wird das gedruckte Objekt weniger stabil und neigt dazu, schnell zu brechen oder zu reißen.
(6) Hotend verstopft
Im Hotend können durch die Feuchtigkeit Rückstände und Ablagerungen entstehen. Diese können dazu führen, dass das Hotend verstopft.
Wenn man Probleme beim PLA-Druck hat, sollte man nicht immer davon ausgehen, dass der Grund falsche Druckeinstellungen oder Probleme der Extrusion sind. Warum?
PLA-Filament ist hygroskopisch. Es nimmt langsam und konstant Feuchtigkeit auf. Sprich, die Feuchtigkeit im Filament ist kaum sichtbar. Bei 3D Drucker Filamenten (wie Nylon und TPU) , die stark hygroskopisch sind, kann es zu Blasen oder sichtliche Feuchtigkeit im Filament kommen.
Was sollte man also tun?
Es gibt einige Lösungsansätze, die die oben genannten Herausforderungen umgehen bzw. beheben.
Möchtest du sicher gehen, dass dein Filament keine Feuchtigkeit mehr enthält, solltest du es vor dem Druck trocknen. Du kannst dabei entweder einen Filamenttrockner, einen Ofen mit Umluft oder einen Food-Dehydrator nutzen. Hierbei sollte das 3D Druck Filament 4-6 Stunden bei 45-55°C getrocknet werden.
Auch solltest du das Filament immer in einer luftdichten Verpackung aufbewahren. Zusätzlich solltest du Trockenmittel in deine Filament-Box legen, sodass jegliche Feuchtigkeit von diesen aufgenommen wird.
Es gibt sogenannte Drybox-Setups, die es ermöglichen, das Filament während des Drucks trocken aufzubewahren, sodass auch hier keine Feuchtigkeit aufgenommen werden kann.
Überprüfe regelmäßig, dass dein PLA-Filament trocken gelagert wird, sodass du 3D-Druck-Fehler umgehen kannst und gute 3D Druck-Ergebnisse erzielen kannst.
Kurz und knapp:
Typische Probleme:
- Blasen und Knacken: Verdampfende Feuchtigkeit verursacht Mini-Explosionen im Hotend
- Fäden und Tropfen: Unregelmäßiger Materialfluss durch Feuchtigkeit
- Schlechte Layerhaftung: Schichten verbinden sich nicht sauber
- Raue, matte Oberfläche: Beeinträchtigt Optik und Qualität
- Geringere Stabilität: Blasen im Material machen das Bauteil brüchig
- Verstopftes Hotend: Rückstände durch verdampfendes Wasser
Lösungen:
- Filament vor dem Druck trocknen (4–6 Stunden bei 45–55 °C im Ofen, Filamenttrockner oder Dehydrator)
- Trocken lagern: Luftdichte Boxen mit Trockenmittel verwenden
- Drybox-Setup verwenden: Filament bleibt auch während des Drucks trocken
- Regelmäßig überprüfen, ob das Filament trocken ist
Klicken Sie hier, um mehr über die Lagerung und das Trocknen von Filament zu erfahren.
3. Unsachgemäße Verwendung des Ventilators
Für den PLA-3D-Druck ist es notwendig, einen Ventilator zu nutzen. Und zwar nicht irgendwie; Denn bei einer unsachgemäßen Verwendung kann sich das gedruckte Objekt verziehen, Details gehen verloren und die Struktur verändert sich. Das PLA-Filament verlangt eine kontinuierliche Kühlung, um gute Druckergebnisse zu erzielen.

Was sollte man also tun?
Ab der zweiten Schicht solltest du den Ventilator auf 100% einstellen und während des ganzen Drucks anlassen, sodass keine 3D-Druck-Fehler auftreten.
4. Support schwierig zu entfernen
Komplexere 3D-Drucke benötigen eine 3D-Druck-Stützstruktur, denn sonst könnte das Objekt während des Drucks in sich zusammenfallen oder sich verformen. Nach Fertigstellung wird die Support-Struktur vom Hauptobjekt entfernt. Verwendet man das PLA-Filament, kann es dazu führen, dass die Stützstruktur schwer zu entfernen ist und eventuell das Objekt beschädigt wird. Der Grund dafür liegt in der spröden und starren Beschaffenheit bei dem PLA Filament. Bricht man also die Stützstruktur ab, kann es sein, dass auch das gedruckte Objekt an der Verbindungsstelle bricht.

Was sollte man also tun?
Eine Möglichkeit, dieses Problem zu umgehen, ist die Verwendung einer abnehmbaren Stützstruktur-Interface. Das bedeutet, dass die verbindende Schicht zwischen Objekt und Stützstruktur mit anderen Materialien oder besonderen 3D Drucker Einstellungen gedruckt wird (geringere Füllung, geringere Haftung, dünnere Linienführung). Dies ermöglicht, dass die Supportstruktur einfach entfernt werden kann, ohne dass das Druckobjekt beschädigt wird oder unsaubere Oberflächen entstehen.
Eine weitere Möglichkeit ist die Reduzierung der kompletten Stützstrukturdichte, sodass man die Stützstruktur einfach entfernen kann.
Fazit
Vier häufige 3D Druckprobleme mit PLA 3D Filament sind Elefantenfüße, feuchtes 3D Druckerfilament, fehlerhafte Verwendung vom Ventilator und Probleme bei der Entfernung von Stützstrukturen am Objekt.
Es gibt für all diese Probleme Lösungsansätze, die durch Anpassung von Druckeinstellungen, akkurate Verwendung von Ventilatoren und die richtige Lagerung von 3D Druck Filament, die oben genannten 3D Druck Fehler beheben bzw. umgehen können.
Bei der Anwendung der gezeigten Lösungsansätze können 3D-Druckprobleme umgangen werden und tolle 3D-Druckergebnisse erzielt werden.