Nicht nur beim Hausbau, sondern auch beim 3D-Druck ist der “Untergrund” oft ausschlaggebend für die Qualität des 3D-Objekts. Abhängig ist die Wahl der besten Druckplatte von verschiedenen Parametern wie dem Filament und Druckeinstellungen. In diesem Artikel sind wichtige Aspekte übersichtlich zusammengefasst und dargestellt.
Was ist eine 3D-Drucker-Druckplatte?
Eine 3D Drucker-Druckplatte wird auch oft auch Druckbett oder Bauplatte genannt und bezeichnet die Grundfläche, auf der ein 3D-Objekt gedruckt wird. Es gibt verschiedene 3D Drucker Platten, die je nach Filamentart empfehlenswert sind. Der 3D Druck löst sich vom Druckbett, im besten Falle nach dem Fertigstellen des Objekts. Löst es sich vorzeitig vom Druckbett, kann dies an der Temperatur des Heizbetts, der Druckplatte oder der Wahl des Filaments liegen. Auch gibt es die Herausforderung, dass sich das Objekt nicht (auch nach Abkühlen) vom Druckbett lösen lässt. Um dies zu verhindern muss man verschiedene Parameter wie Filamentart, Druckeinstellung, Druckbett-Material berücksichtigen.
3D Druck Platten sind ein wichtiger Bestandteil des 3D Druckers, da eine stabile und gerade Fläche für einen hochwertigen 3D Druck ausschlaggebend ist.
Die Arten von 3D-Druckplatten – basierend auf den Druckoberflächenmaterialien
Im Folgenden stellen wir eine Auswahl an folgenden Druckbetten vor: PEI, Glasdruckbett, PEX-Druckbett, G10/FR4, PC-Druckbett, Acryl-Druckbett.
PEI-Druckbett
Das PEI-Druckbett ist eine Bauplatte, die mit Polyetherimid (hitzebeständig) beschichtet ist und dadurch eine besonders hohe Haftung bietet.
PEI ist derzeit die am weitesten verbreitete und gängigste Druckplatte für den 3D-Druck, insbesondere bei modernen 3D-Druckern, aber nicht die einzige Option.
Vorteil: hohe Haftung und leichtes Ablösen
Nachteil: durch falsche Benutzung leichter beschädigt, teuer
Anwendung:
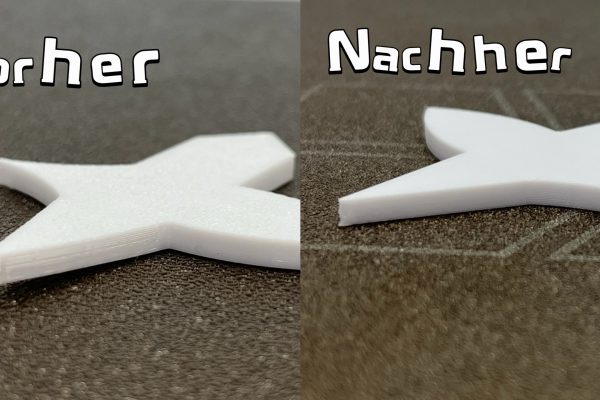
- Druckbett nivellieren (Leveling): Sehr wichtig für gute erste Schicht
- Richtige Temperatur einstellen:
- PLA 3D Filament: ca. 50–60 °C
- PETG: ca. 70–85 °C
- ABS: ca. 90–110 °C
- Erste Schicht beachten: Nicht zu nah (kann PEI beschädigen), nicht zu weit weg (schlechte Haftung)
- Nach dem Druck abkühlen lassen: Teile lösen sich oft automatisch
- Flexplatte leicht biegen (falls vorhanden): Druck springt ab
Es gibt zwei Arten von PEI-Druckbetten:
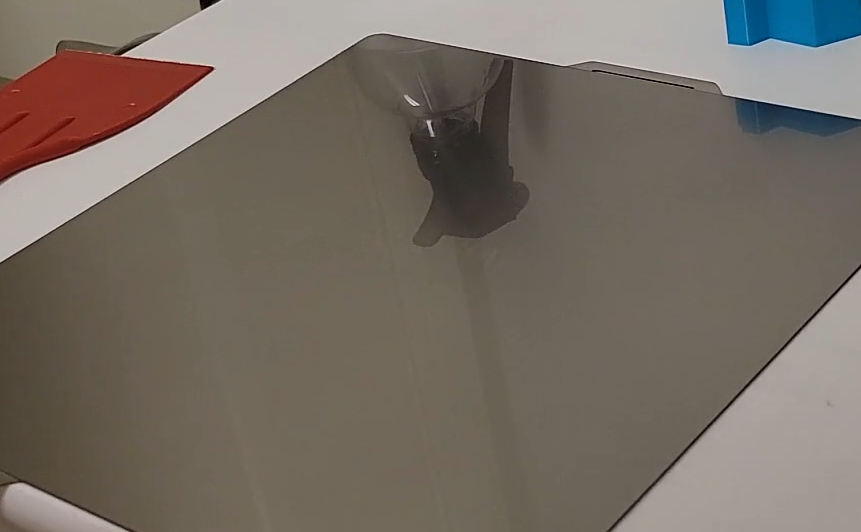
Glattes PEI
Glattes PEI bietet eine sehr glatte Oberfläche, eine starke Haftung und eine saubere, glänzende Unterseite des 3D-Objekts. Es ist perfekt für optisch glatte Drucke und eignet sich besonders für PLA Filament und ABS 3D Filament. Man muss jedoch beachten, dass es relativ empfindlich ist.
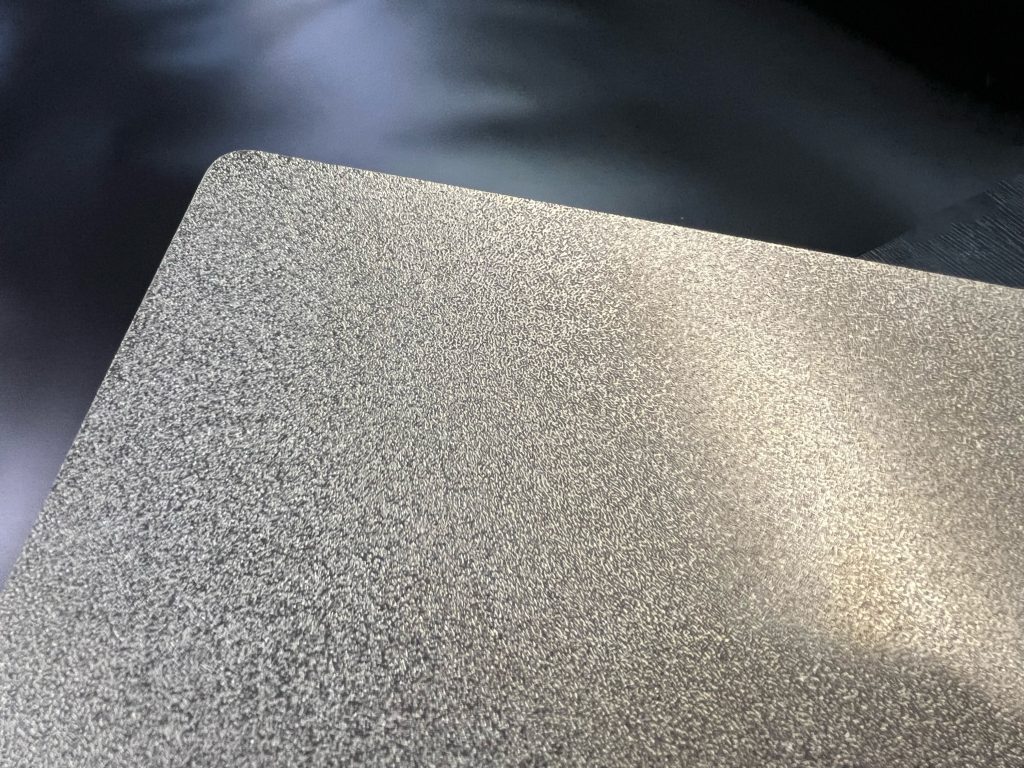
Strukturiertes PEI
Strukturiertes PEI ist eine 3D druckplatte, die pulverbeschichtet ist und dadurch eine sehr sichere Haftung bietet. Die Unterseite des Objekts erscheint hier etwas rauer, matter, aber trotzdem gleichmäßig. Die Haftung ist hier sehr verlässlich.
Glasdruckbett
Ein Glasdruckbett wird aus gehärtetem Glas hergestellt und ist entweder selbst beheizbar oder liegt auf einem beheizten Druckbett. Sie gilt als sehr stabil, glatt und eben. Dadurch ist sie perfekt für eine präzise erste Schicht.

Vorteil: glatte Unterseite des Objekts, gleichmäßige Haftung, einfache Reinigung, robust
Nachteil: Haftung ohne Hilfsmittel gering, relativ schwer
Anwendung:
Druckbett richtig leveln: Glas ist zwar eben, aber der Abstand zur Düse muss exakt stimmen
Vorheizen:
- PLA Filament: ca. 50–60 °C
- PETG: ca. 70–85 °C
- ABS: ca. 90–110 °C
Haftmittel optional verwenden:
- Klebestift, Haarspray oder spezielle Haftsprays verbessern die Haftung
Erste Schicht sorgfältig einstellen: Gute „First Layer“ ist entscheidend
Abkühlen lassen: Nach dem Druck lösen sich viele Teile leichter
PEX-Druckbett
Das PEX-Druckbett wird oft als Upgrade von PEI-Bauplatten bezeichnet. Es handelt sich ebenfalls um eine Beschichtung aus einem Polymer und bietet eine optimierte Haftungskontrolle.
Vorteil: hohe Temperaturbeständigkeit, glatte Oberfläche, perfekte Haftung, chemisch resistent
Nachteil: sehr teuer, noch nicht so verbreitet (weniger Zubehör, Erfahrungen)
Anwendung:
Sauberes Leveling: Wie bei allen Druckplatten entscheidend
Temperatur einstellen:
- PLA: ca. 50–60 °C
- PETG: ca. 70–85 °C
- ABS: ca. 90–110 °C
Erste Schicht sauber einstellen:
- Nicht zu nah (kann Oberfläche beschädigen)
- Nicht zu weit (Haftungsprobleme)
Nach dem Druck abkühlen lassen: Teile lösen sich meist von selbst
Flexplatte biegen (falls vorhanden): Erleichtert das Entfernen
G10 / FR4 (Garolite)
Dieses Druckbett ist aus glasfaserverstärktem Epoxidharz hergestellt und wird oft auf das Heizbett geklemmt. G10/FR4 Druckplatten haben eine gute mechanische Haftung durch die leicht raue Oberfläche.
Vorteil: sehr robust, langlebig, perfekte Haftung für Nylon, meist kein Haftkleber nötig.
Nachteil: raue Oberfläche, Staub und Fasern können sich festsetzen, bei falscher Nutzung schwer lösbare Drucke.
Anwendung:
Montage:
- Platte auf das Heizbett legen oder fixieren (Klammern/Klebefolie)
Leveling:
- Abstand zur Düse korrekt einstellen
Temperaturen:
- PLA: ca. 50–60 °C
- PETG: ca. 70–85 °C
- Nylon: ca. 80–110 °C (je nach Typ)
Erste Schicht:
- Leicht „andrücken“, aber nicht zu stark
Abkühlen lassen:
- Drucke lösen sich oft einfacher nach dem Abkühlen
PC-Druckbett
Die Oberfläche einer PC-Druckplatte besteht aus Polycarbonat und ist eine beliebte Alternative für Glasplatten sowie PEI-Druckplatten.
Vorteil: gute Haftung (besonders für ABS Filament und PC-Filamente).
Nachteil: schwieriges Entfernen aufgrund starker Haftung, nicht so langlebig, etwas empfindlich.
Anwendung:
Leveling:
- Exakter Düsenabstand wichtig, um Schäden zu vermeiden
Temperaturen:
- PLA: ca. 50–60 °C
- PETG: ca. 70–85 °C
- ABS: ca. 90–110 °C
- PC: ca. 100–120 °C
Erste Schicht:
- Nicht zu nah drucken (kann „einbrennen“)
Nach dem Druck abkühlen lassen:
- Teile lösen sich leichter
Optional:
- Trennschicht (z. B. Klebestift) nutzen, wenn Haftung zu stark ist
Acryl-Druckbett
Acryl-Bauplatten wurden gelegentlich in frühen DIY-3D-Druckern verwendet, finden aber aufgrund ihrer begrenzten Hitzebeständigkeit und Haltbarkeit in modernen 3D-Druckern kaum noch Anwendung. Für diejenigen, die mit minimalem Budget selbst bauen möchten, ist dies jedoch weiterhin eine Option.
Vorteil: glatte Oberfläche, leicht zuschneidbar, gute Haftung bei PLA 3D Filament, günstig, leicht verfügbar.
Nachteil: nicht hitzebeständig, ohne Hilfsmittel schlechte Haftung, nicht geeignet für ABS, kratzempfindlich, geringe Lebensdauer.
Anwendung:
Nur begrenzt beheizen:
- PLA: max. ca. 50–60 °C
- Für höhere Temperaturen ungeeignet
Leveling:
- Vorsichtig einstellen, da Acryl sich leicht verzieht
Haftmittel verwenden:
- Klebestift oder Tape empfohlen
Erste Schicht moderat einstellen:
- Nicht zu nah (Kratzergefahr)
Druck vorsichtig entfernen:
- Nicht hebeln → Bruchgefahr
Auswahl der besten 3D-Druckplatte basierend auf den verwendeten 3D-Druckmaterialien
Ein wichtiger Punkt bei der Wahl der Bauplatte ist das verwendete Filament. Bestimmte 3D Druck Filamente können auf bestimmten 3D Drucker-Platten gedruckt werden, während manche Filamente auf bestimmten 3D Drucker Druckplatten nur schwer gedruckt werden können, da sich der 3D Druck frühzeitig oder nur schwer vom Druckbett löst.
| Materialgruppe | Beste Druckplatte | Hinweise |
| PLA, TPU | Glattes PEI | Sehr gute Haftung, glatte Unterseite, TPU gut kontrollierbar |
| PETG, ABS, ASA | Strukturiertes PEI | PETG haftet nicht zu stark, ABS/ASA weniger Warping |
| Nylon, PC | Aluminium + Spezialfilm | Sehr temperaturstabil, Film sorgt für nötige Haftung |
| Gemischt (alle) | Beidseitige PEI-Druckplatte | Flexibel: glatte + strukturierte Seite für alle Materialien |
Glattes PEI eignet sich für Drucke, die glatt und sauber sein sollen (PLA Filament, TPU). Strukturiertes PEI eignet sich für technische, robuste Drucke. Alu und Spezialfilm sind geeignet für High-End-Lösungen wie Nylon und PC, da eine sehr gute Haftungskontrolle besteht.
Fazit
Je nach verwendetem Filament sollte die passende Bauplatte des 3D-Druckers verwendet werden. Glatte PEI-Bauplatten eignen sich besonders für optisch hochwertige Drucke. Steht jedoch eine gute Haftung und zuverlässige Betthaftung im Vordergrund, sollten Bauplatten wie beispielsweise strukturiertes PEI verwendet werden. Für spezielle Anwendungen können je nach Materialanforderungen auch PEX- oder Glas-Bauplatten zum Einsatz kommen. Wichtig ist außerdem, die Heizbett- und Druckeinstellungen entsprechend anzupassen, um optimale Druckergebnisse zu erzielen.