Wir widmen uns heute einem Thema, dass fast jedem Experten und Anfänger über den Weg läuft. Es geht um die Wahl des richtigen Materials. Schwerpunkt liegt bei diesem Artikel auf PLA und PETG. Schwankst du bei der Entscheidung zwischen PLA Filament und PETG 3D Filament, dann haben wir hier den passenden Artikel; Los geht’s!
Die Herkunft und Produktionsprozesse von PETG und PLA
Verschiedene 3D Druck Filamente werden aus verschiedenen Materialien hergestellt und durchlaufen verschiedene Prozesse, bis sie schlussendlich zu einem druckbaren 3D Drucker Filament werden.
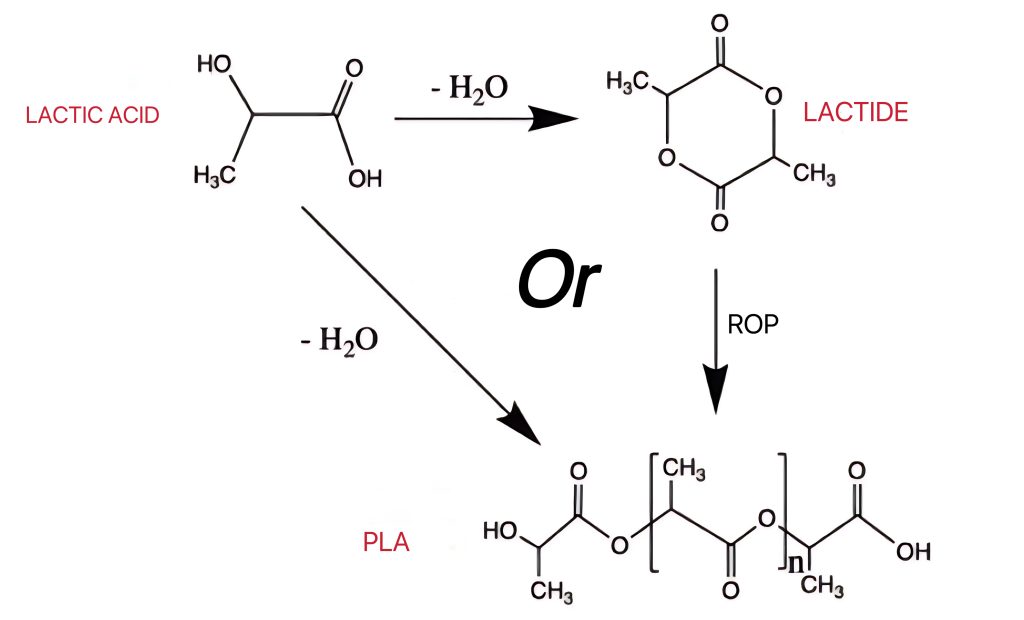
PLA wird vorwiegend aus Maisstärke oder Zuckerrohr hergestellt. Grundsätzlich wird ein nachwachsender Rohstoff verwendet. Es handelt sich also um ein biobasiertes und biologisch abbaubares 3D Drucker Filament. Der Rohstoff wird durch Zucker zu einer Milchsäure fermentiert. Diese wird daraufhin zu PLA polymerisiert.
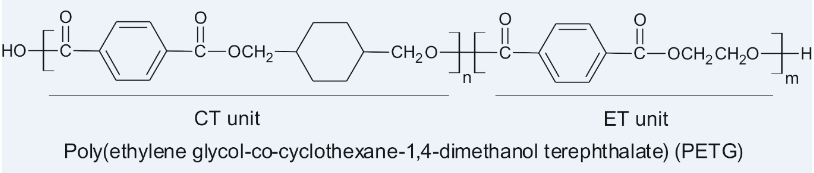
PETG dagegen wird aus Erdöl-Derivaten hergestellt. Dies sind zum Beispiel Terephthalsäure und Ethylenglycol. Durch den Polymerisationsprozess wird ein veränderter (modifizierter) Polyester hergestellt.
PLA Filament ist aufgrund seiner biologischen Abbauarbeit und seiner Herstellung aus nachwachsenden Rohstoffen sehr beliebt.
PETG ist aufgrund seiner Materialeigenschaften (sehr robust) in verschiedenen Branchen für den 3D Druck sehr beliebt.
Vergleich der Eigenschaften
Was sind die Filament-Unterschiede zwischen PLA-Filament und PETG 3D Filament? Hier siehst du die wichtigsten Merkmale übersichtlich in einer Tabelle und kannst besser abwägen, ob PLA oder PETG das passende Filament für deinen aktuellen Druck ist.
| PETG | PLA | |
| Chemische Eigenschaften | gute Beständigkeit bei Säuren und Basenmittlere UV-Beständigkeitnicht biologisch abbaubarkaum Geruch beim Drucken | geringe Beständigkeitgeringe UV-Beständigkeitist unter bestimmten Bedingungen kompostierbarleicht süßlicher Geruch beim Drucken |
| Physikalische Eigenschaften | Dichte: ca. 1,27–1,29 g/cm³Glasübergangstemperatur: ca. 75–85 °CKristalinität:amorphtransparent | Dichte: ca. 1,24–1,26 g/cm³Glasübergangstemperatur: ca. 55–65 °C Kristalinität: TeilkristalinTeilweise transparent |
| Mechanische Eigenschaften | Zugfestigkeit: ca. 50 MPaElastizitätsmodul: ca. 2000 MPaBruchdehnung: hochSchlagzähigkeit: sehr hoch | Zugfestigkeit: ca. 60 MPaElastizitätsmodul: ca. 3500 MPaBruchdehnung: niedrig (spröde)Schlagzähigkeit: gering |
PETG VS PLA: Drucken
Nachdem wir nun bereits Einiges zum Thema Eigenschaften und dem Material selbst erfahren haben, möchten wir einen Blick auf die Druckeinstellungen von PLA Filament und PETG werfen und darauf, wie sich die Nachbearbeitung unterscheidet.
Druckeinstellungen
PETG Filament:
- Drucktemperatur: 220-240 Grad Celsius
- Druckbetttemperatur: 80-90 Grad Celsius
- Druckgeschwindigkeit: 40-60 mm/s
- Lüftergeschwindigkeit: 30-50 % ( Es wird empfohlen, die Lüftergeschwindigkeit je nach Modellgröße und Druckgeschwindigkeit anzupassen. Für größere Modelle empfehlen wir, den Lüfter auszuschalten. )
- Retraktion: 5-8 mm Länge, 40-50 mm/s Geschwindigkeit
- Flussrate: 95-98 %
Möchtest du noch mehr zum Thema PETG Drucken wissen, dann lese diesen Artikel: PETG Drucken
PLA Filament:
- Drucktemperatur: 190–220 °C ( je nach Hersteller und Drucker )
- Heizbett-Temperatur: 50–60 °C ( optional, aber empfohlen für bessere Haftung )
- Druckgeschwindigkeit: 40–60 mm/s ( für beste Qualität )
- Lüfter: 100 % aktiv ab der zweiten Schicht ( wichtig für saubere Details )
- Retract (Rückzug): ca. 1–2 mm bei Direktantrieb / 4–6 mm bei Bowden, Geschwindigkeit 25–40 mm/s
- Erste Schicht: langsamer ( ca. 20 mm/s ), mit leichtem „Squish“ für gute Haftung
- Betthaftung: Blue Tape, PEI, BuildTak oder Klebestift empfohlen
Möchtest du noch mehr zum Thema PLA Drucken wissen, dann lese diesen Artikel: PLA Drucken
Es gibt einige Unterschiede bei den Druckeinstellungen von PETG 3D Filament und PLA Filament. PLA Filament ist wesentlich einfacher zu drucken und verzeiht es, wenn Druckeinstellungen nicht ganz präzise sind.
PETG dagegen benötigt sehr spezifische Einstellungen, um einen erfolgreichen Druck zu garantieren. PETG benötigt beispielsweise wesentlich höhere Drucktemperaturen und eine hohe Druckbetttemperatur, um Warping zu vermeiden. Während man beim Druck mit PLA einen Lüfter benutzt, sollte man beim Druck mit PETG Filament nur gering kühlen, da sonst die Layerhaftung geschwächt wird. Es wird empfohlen den Lüfter bei der ersten Schicht auszuschalten, um eine gute Haftung zu erhalten.
Passende und sorgfältige Einstellung der Retraction und Kühlung sind sehr wichtig bei PETG, um Fäden und Warping zu vermeiden. PLA ist hier weniger anfällig.
PLA ist also sehr gut für Anfänger geeignet, da Einstellungen nicht ganz so präzise sein müssen wie beim PETG Filament. PETG benötigt spezifische Bedingungen beim Druck und bietet dafür im Ergebnis sehr gute Materialeigenschaften (robust, zäh etc.).
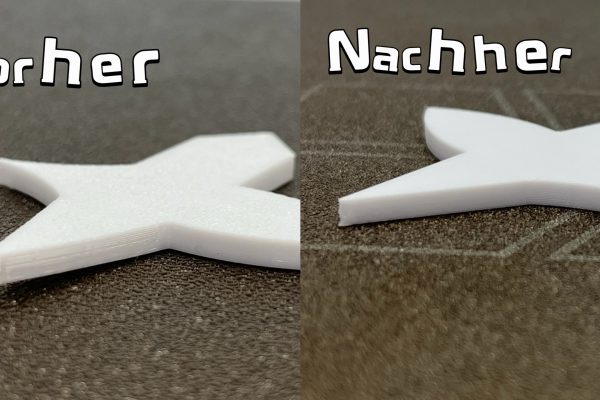
Nachbearbeitung
PLA ist sowohl beim Druck als auch bei der Nachbearbeitung einfach zu handhaben. PLA kann relativ einfach geschliffen und bemalt werden. PETG dagegen ist schwieriger zu schleifen (Schmiergefahr) und zu bemalen (fettabweisende Oberfläche). Die Nachbearbeitung ist bei PETG wesentlich aufwändiger und komplexer als bei PLA.
Co-Printing von PETG und PLA
Kann man beide Materialien vereinen? Die Antwort ist Ja! Es gibt zwei Methoden, wie das PLA Filament und PETG 3D Filament zusammen gedruckt werden kann. Zum einen ist dies der energieeffiziente Niedertemperaturdruck und zum anderen ist dies der Mischdruck in einer Umgebung mit niedrigen Temperaturen.
Welche PETG Temperatur und PLA Temperatur benötigt wird und wie der Ablauf funktioniert, erklären wir hier:
Energieeffizienter Niedertemperaturdruck
Diese Methode erlaubt es dir, den Gesamtenergieverbrauch sehr gering zu halten und gleichzeitig PETG und PLA zu kombinieren. Auch erhält man eine verbesserte Materialkombination durch angepasste Prozessführung und der Drucker wird geschont.
Die Heizbetttemperatur wird gleichmäßig auf 60 °C eingestellt (PLA benötigt üblicherweise 60 °C, PETG 70–80 °C).
Die Haftung von PETG wird durch eine Vergrößerung der Grundfläche (z. B. durch eine Kantenverlängerung um 5 mm) ausgeglichen.
PLA dient als Trägermaterial (für Niedertemperaturdruck geeignet), PETG als Hauptstruktur.

Grundsätzlich wird empfohlen, geeignete Materialtypen zu verwenden, die Druckgeschwindigkeit zu reduzieren und gleichzeitig die Kühlung anzupassen.
Um die durch das Entfernen der Träger entstehende Beschädigung der Oberfläche der Hauptstruktur zu reduzieren, sind wasserlösliche PLA-Träger eine innovative Anwendung. Diese Methode ist jedoch eine weitere ganz eigene Möglichkeit PLA und PETG zu kombinieren!
Mischdruck in einer Umgebung mit niedrigen Temperaturen
Mischdrucke nennt man auch Multimaterialdruck. Hier werden mehrere Materialien für den Druck verwendet. SO werden zum Beispiel weiche und flexible Teile des Objekts mit einem bestimmten 3D Druck Filament gedruckt, während stabile Trägerteile mit 3D Druck Filament wie PETG gedruckt werden. So werden Materialeigenschaften verschiedener 3D Drucker Materialien kombiniert und genutzt.
In Deutschland ist die Werkstatttemperatur im Winter aufgrund des kalten Klimas niedrig (<18 °C). Herkömmliches PETG neigt aufgrund der schnellen Abkühlung zur Rissbildung, und PLA wird nach einiger Zeit besonders bei kalter und trockener Umgebung spröde. Die Lösung für diese Herausforderung ist: PETG+PLA-Verbundschale:
Die Außenschicht besteht aus PETG (kältebeständig), die Innenschicht aus PLA (Rapid Prototyping).
Die Filamente werden gleichmäßig bei 220 °C gedruckt:
-> PLA-Teil: Temperatur auf 210 °C reduzieren und Lüfter ausschalten.
-> PETG-Teil: Temperatur auf 225 °C erhöhen, Lüfter mit 30 % Leistung laufen lassen.
Bei einer kalten Außentemperatur muss bei dem sogenannten Mischdruck die Drucktemperatur angepasst werden, gute mechanische Verbindungen vorausgesetzt sein, und wenn möglich sollte ein ruhiger und stabiler Bauraum verwendet werden.
Anwendungen
Aufgrund der unterschiedlichen Materialeigenschaften gibt es sowohl für PLA Filament als auch PETG Filament geeignete Anwendungsbereiche. Hier sind ein paar Beispiele, bei denen PLA 3D Filament als 3D Drucker Material verwendet wird und bei dem PETG Filament als 3D Druck Filament genutzt wird.
Anwendungen von PETG-Filament
PETG ist sehr gut für robuste, funktionale und langlebige Objekte geeignet. Hier ein paar Beispiele:
- Funktionsbauteile wie Halterungen und Clips
- Technische Teile wie Zahnräder, und Schutzabdeckungen
- Dauerhafte Teile wie Montageschablonen und Befestigungen
- Gebrauchsgegenstände wie Boxen und Dosen
Anwendungen von PLA-Filament
PLA ist für visuelle, einfache und dekorative Drucke geeignet. Hier ein paar Beispiele:
- Dekorative Objekte wie Vasen, Figuren, Miniaturen
- Prototypen wie Gehäuse und Designstudien
- Bildungsprojekte wie Lernhilfen Baukästen
- Alltagsgegenstände wie Schlüsselanhänger und Händyhalter

Fazit
PETG bietet Funktionalität und Haltbarkeit. PLA bietet gute Druckqualität bei geringem Aufwand. Zusätzlich ist es biologisch abbaubar.
Je nachdem, welche Aspekte dir beim Druck oder beim Endprodukt wichtig sind, solltest du entscheiden, ob du als 3D Druck Filament PETG 3D Filament oder PLA 3D Filament nutzen möchtest.
Möglich ist auch, die beiden Materialien zu kombinieren. Dafür müssen besondere Methoden (Energieeffizienter Niedertemperaturdruck und Mischdruck) genutzt werden.
Wäge also in der Vorbereitung ab, welche Objekteigenschaften der gedruckte Gegenstand haben soll und wie gut du dich mit präzisen Druckeinstellungen auskennst und dir dementsprechend den Druck mit komplexen Filamenten zutraust oder lieber einfach zu druckende Filamente verwenden möchtest.