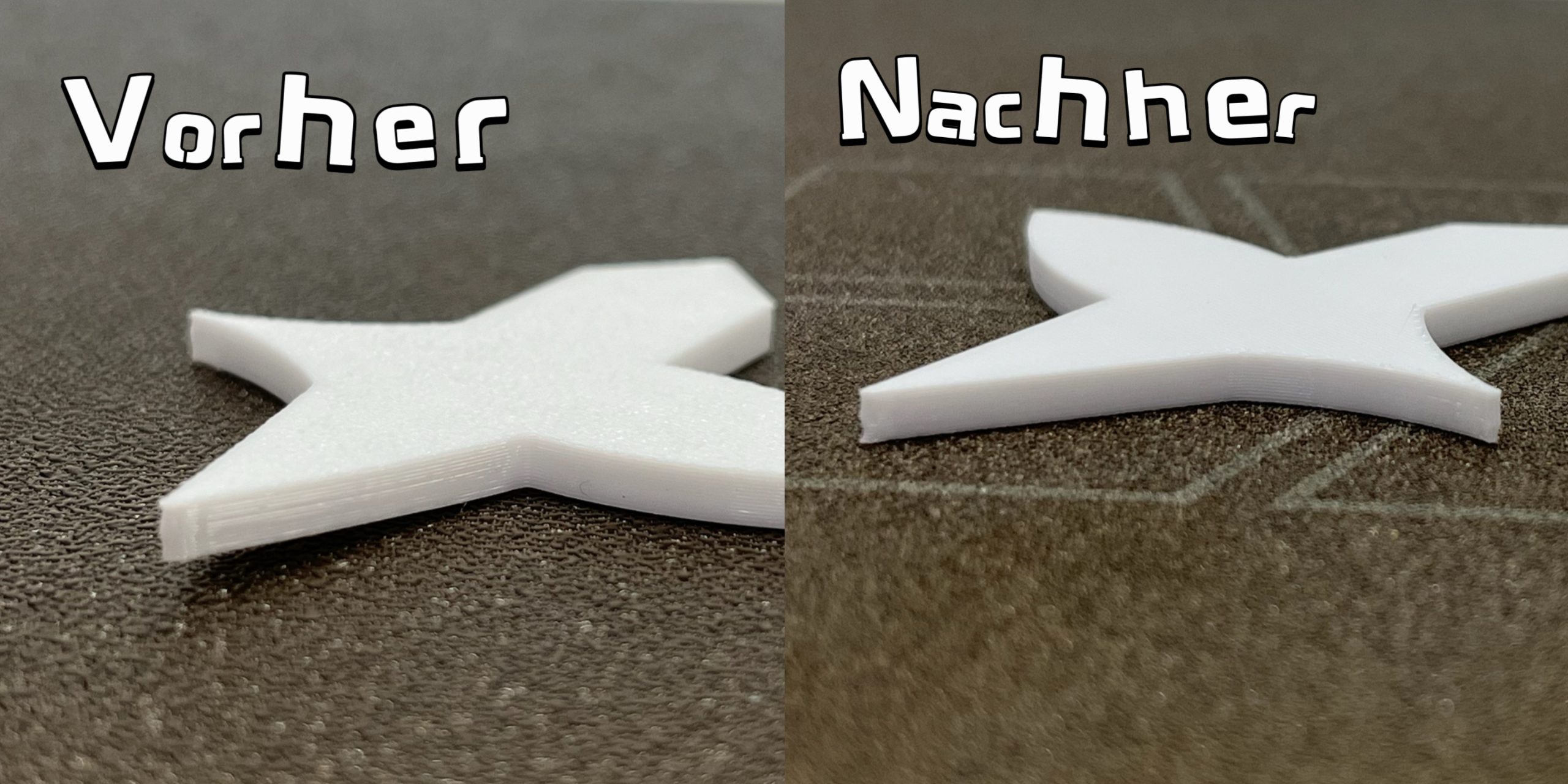
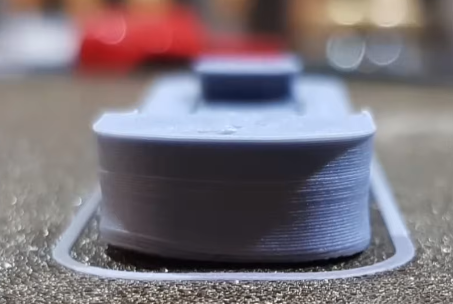
Aus sauberem 3D Druck kann schnell Warping werden: Der 3D Druck löst sich vom Bett und es entstehen unschöne Ecken. Dieser Beitrag erklärt dir, was Warping ist und wie du Warping im 3D Druck zuverlässig stoppen kannst.
Was ist Warping?
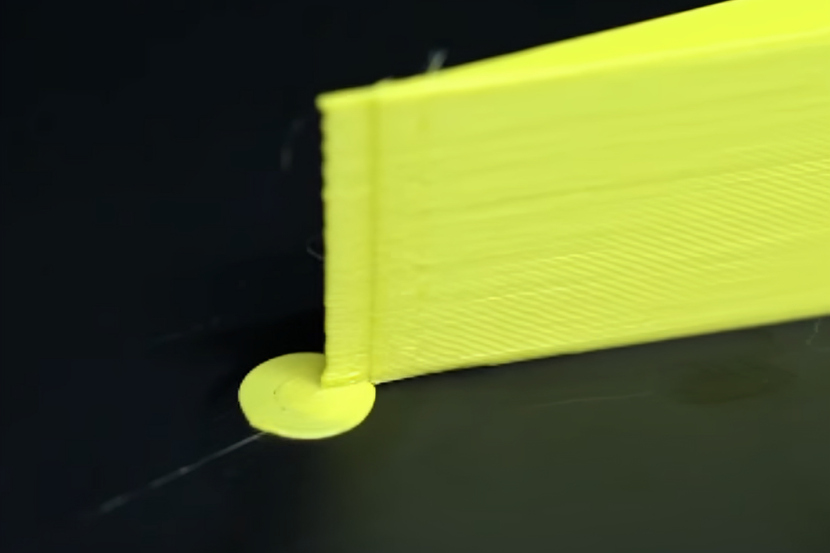
Warping ist Materialverzug beim Abkühlen. Warmes Filament zieht sich beim Abkühlen zusammen. Übersteigt die dabei entstehende Schrumpfspannung die Haftung an der Basis, hebt sich der Rand und Warping im 3D-Druck wird sichtbar. Je nach verwendetem 3D Drucker Filament tritt Warping unterschiedlich häufig auf.
Gründe für Warping
Warping im 3D Druck entsteht durch Schrumpfung und innere Spannungen, die stärker werden, sobald Temperatur und Haftung nicht zusammenpassen.
- Thermische Schrumpfung: Kunststoffe kontrahieren beim Abkühlen, dieses Warping ist abhängig vom verwendeten Filament. Darum sieht man ABS Warping und ASA Warping typischerweise öfter als PLA Warping. PETG Warping liegt häufig dazwischen.
- Bildung innerer Spannungen: Kühlt z. B. die Unterseite des Drucks schneller als die oberen Lagen, zieht sich das Bauteil ungleichmässig zusammen.
- Kritische Temperatur: Kühlt die Basis zu schnell in einen steiferen Bereich, bauen sich Spannungen schlechter ab. Dann entsteht Warping und der 3D Druck löst sich vom Druckbett.
3D Druck Materialien
Da sich unterschiedliche Materialien beim Abkühlen unterschiedlich stark zusammenziehen, steigt mit zunehmender Schrumpfung auch die Warping-Gefahr. Aus diesem Grund ist Warping eng mit dem eingesetzten 3D Drucker Filament verbunden. Die nachfolgende Tabelle vergleicht die Warping-Neigung gängiger Materialien.
| Filament | Warping Tendenz | Charakteristik |
| ABS | Sehr hoch | Benötigt Druck mit hohen Temperaturen, dadurch hohe Schrumpfung |
| ASA | Hoch | ABS-ähnlich, bessere UV-Resistenz für die Außenverwendung |
| Nylon/PA | Hoch | Feuchteempfindlich, verzieht leicht, dadurch gefährdet für Warping |
| PETG | Medium | Allrounder, PETG Warping ist oft beherrschbar |
| PLA | Gering | Einsteigerfreundlich, PLA Warping ist sehr selten |
| TPU | Sehr gering | Flexibles Filament mit nur geringem Verzug |
3D Druck Umgebung
Unabhängig vom 3D Druck Filament ist auch die Umgebung ein relevanter Faktor. Kälte, Zugluft und Temperaturschwankungen verstärken Warping im 3D Druck. Offene Fenster, Ventilatoren oder Klimaanlagen kühlen ungleichmäßig und es können große Temperaturdifferenzen zwischen der Druckplatte und der Umgebung entstehen. Offene Drucker ohne Temperaturkontrolle sind daher anfälliger.
3D Druck Einstellungen
Auch Druckeinstellungen können ein Grund für Warping sein. Viele 3D Druck Fehler sind „First-Layer-Probleme“:
- Bett nicht gelevelt oder Oberfläche verschmutzt → Haftung bricht lokal weg, 3D Druck löst sich vom Bett.
- Bett zu kalt: Der erste Layer kühlt zu schnell aus, wodurch Haftung und Spannungsabbau beeinträchtigt werden. Besonders ist oft bei PLA die Betttemperatur entscheidend.
- Lüfter zu früh/zu stark: Zu schnelle Abkühlung erhöht Spannungen → mehr 3D Druck Warping.
- Erste Schicht zu schnell/zu dünn oder Düse zu kalt: Weniger Kontakt und schwächere Layer-Bindung, der 3D Druck löst sich vom Druckbett.
Wenn diese Basics passen, lohnt sich der Blick aufs Modell.
Das Design eines 3D Modells
Große, flache Bodenflächen geben dem Druck viel Platz für Kontraktion. Durch die höheren Schrumpfkräfte sind diese Flächen anfälliger für Warping.
Scharfe Ecken sind Stress-Spitzen, dort beginnt 3D Drucker Warping oft zuerst. Ein kleines Design-Update kann deshalb Wunder bewirken!
Lösungen für das Warping
Die Leitidee ist, zunächst die Basis zu stabilisieren, bevor du Details optimierst. Wenn du systematisch vorgehst, bekommst du Warping meist ohne Trial-and-Error in den Griff und kannst mit einem Filament deiner Wahl weiterdrucken.
Vorbereitung des 3D Druckers
Ein geschlossener (oder zumindest windgeschützter) 3D Drucker hält die Temperatur konstanter. Das ist besonders bei Materialien wichtig, die sehr anfällig für Warping sind. Indem du dein Druckbett reinigst und levelst, kannst du die Druckbetthaftung verbessern und verhinderst viele Startprobleme.
Erhöhte Haftung für die erste Schicht
Brims, Skirts, Rafts oder Haftmittel verbessern die Auflage und helfen besonders bei flachen Teilen. Eine passende Bauplatte (glatt oder strukturiert, je nach Material) stabilisiert den Start. Vielleicht sollten Sie sich ansehen, wie man die richtige 3D-Druckplatte auswählt.
Material und Filament Management
Trockenes Filament druckt konstanter; feuchtes Material kann die Extrusion unruhig machen und damit die erste Schicht schwächen. Instabile Extrusion und eine geschwächte erste Schicht können das Warping-Risiko deutlich erhöhen. Daher kann das Trockenhalten des Filaments indirekt dazu beitragen, Warping zu reduzieren.
Für Einsteiger sind niedrig verzugsanfällige Materialien sinnvoll: PLA Warping ist meist gut kontrollierbar, PETG Warping ebenfalls.
Kontrolle von Temperatur und Kühlung
Bett- und Düsentemperatur solltest du so wählen, dass die ersten Schichten nicht „schockkühlen“. Den Lüfter in den ersten Schichten zu reduzieren oder erst später zu aktivieren, kann Warping beim 3D Druck deutlich senken. Speziell bei PLA hilft die passende PLA Betttemperatur.
Warping durch Modell Design verringern
Um Warping vorzubeugen, kannst du zum Beispiel Ecken abrunden, große Teile aufteilen und die Basis verstärken. Auch die Druckplatte kannst du an dein Modell anpassen.
Zusammenfassung
Wenn sich dein 3D Drucker Filament verformt, liegt das meist an hohen Temperaturunterschieden und einem zu schnell abkühlenden Filament. In dieser Situation zählt vor allem die Haftung in den ersten Schichten. Stabilisiere die Umgebung und die ersten Schichten, dann folgen Temperatur und Kühlung. So vermeidest du 3D Druck Fehler und Warping beim 3D Druck.